Zur sicheren Kühlung für enge Querschnitte in komplexen Spritzgießformen nutzt der Werkzeugbauer die Metall-Pulver-Auftrag-Technologie (MPA) von Hermle Maschinenbau. Damit wird Kupfer in die Formkerne integriert, was den Wärmeabfluss im Spritzgießprozess verbessert.
Bei der Gartenarbeit lassen es viele Hobbygärtner entspannt angehen: Mit der Schere in der Hand und der Vision einer grünen Oase vor Augen stutzen sie Sträucher nach Augenmaß. Mit Ruhe und Pi-mal-Daumen-Schätzungen hat die Produktion des Gartengeräts nichts zu tun. In schnellem Takt fallen einzelne Teile des späteren Griffs aus der Spritzgießmaschine – hier geht es um Perfektion und jede Sekunde. Um schneller optimale Ergebnisse zu erzielen, setzt der Ulmer Gartengerätehersteller Gardena auf Spritzgießformen mit einem rötlich-glänzenden Geheimnis: Im Inneren der dünnsten Stellen leitet Kupfer die Wärme zügig zum nächstgelegenen Kühlkanal. Das Fertigungsverfahren dahinter ist die Metall-Pulver-Auftrag-Technologie (MPA) der Hermle Maschinenbau GmbH (HMG), Gosheim. Mit der Anfrage eines neuen Werkzeugs, optimiert durch diese spezielle Technologie, wandte sich Gardena 2018 an S&S Werkzeugbau in Schlitz.

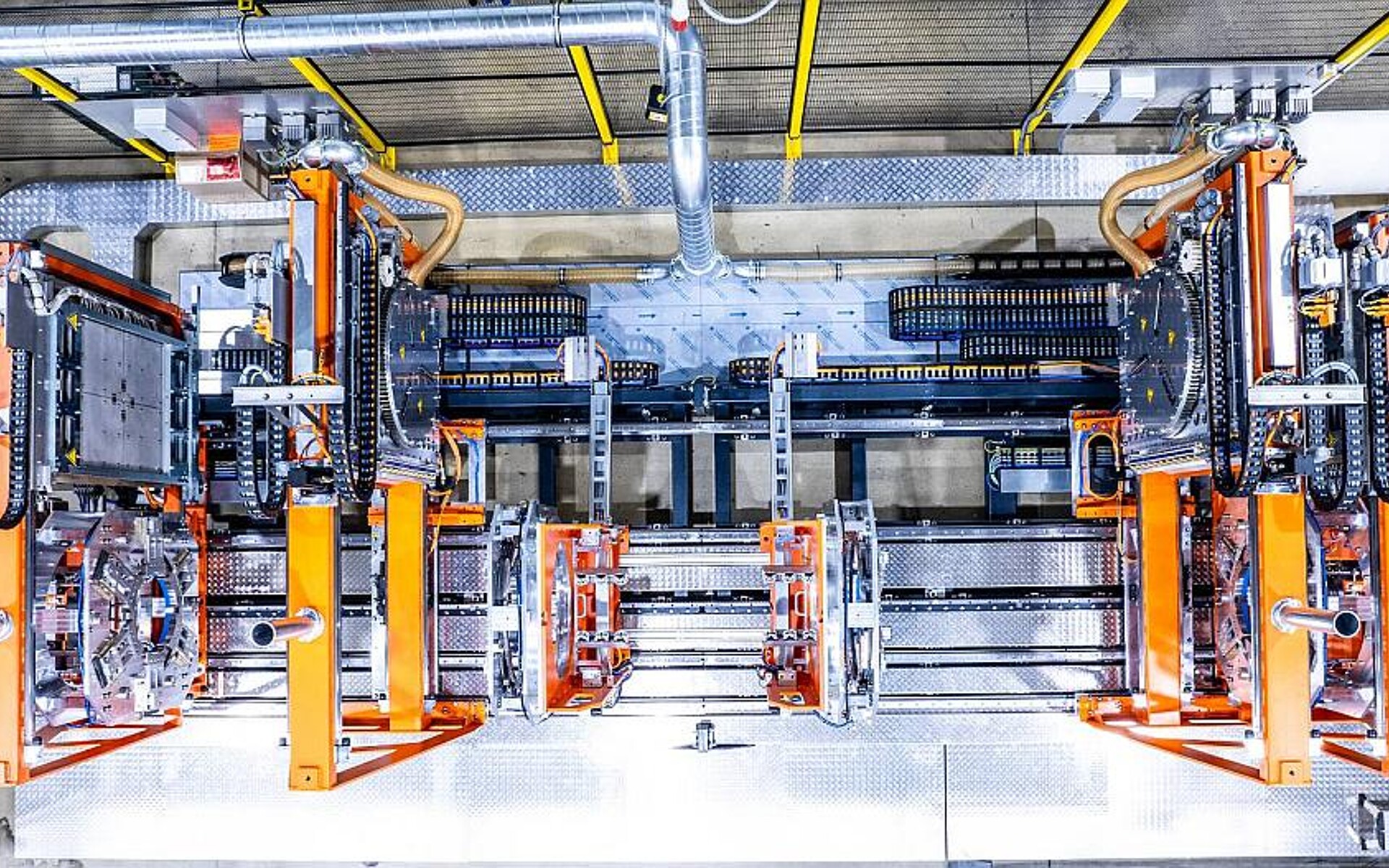
Der Formenbauer setzt auf eine hohe Fertigungstiefe – entsprechend groß ist sein Maschinenpark, zu dem auch zwei 5-Achs-Bearbeitungszentren von Hermle gehören. (Foto: S&S)
Nur fünf Gehminuten vom Fachwerkhaus-dominierten Herzen der mittelhessischen Kleinstadt gründeten Heinz Starch und Walter Susemichel 1985 ihr Unternehmen. Seitdem entstehen hier Formen für die Massenproduktion komplexer Kunststoffteile. Der Maschinenpark wuchs, was im Jahr 2000 einen Umzug in größere Räumlichkeiten erforderte. Heute leitet Harald Starch das Familienunternehmen in zweiter Generation. Zuvor absolvierte er eine Lehre zum Formenbauer sowie ein Maschinenbaustudium, arbeitete bei einem Automobilzulieferer im Formenbau und stieg anschließend in den väterlichen Betrieb ein.

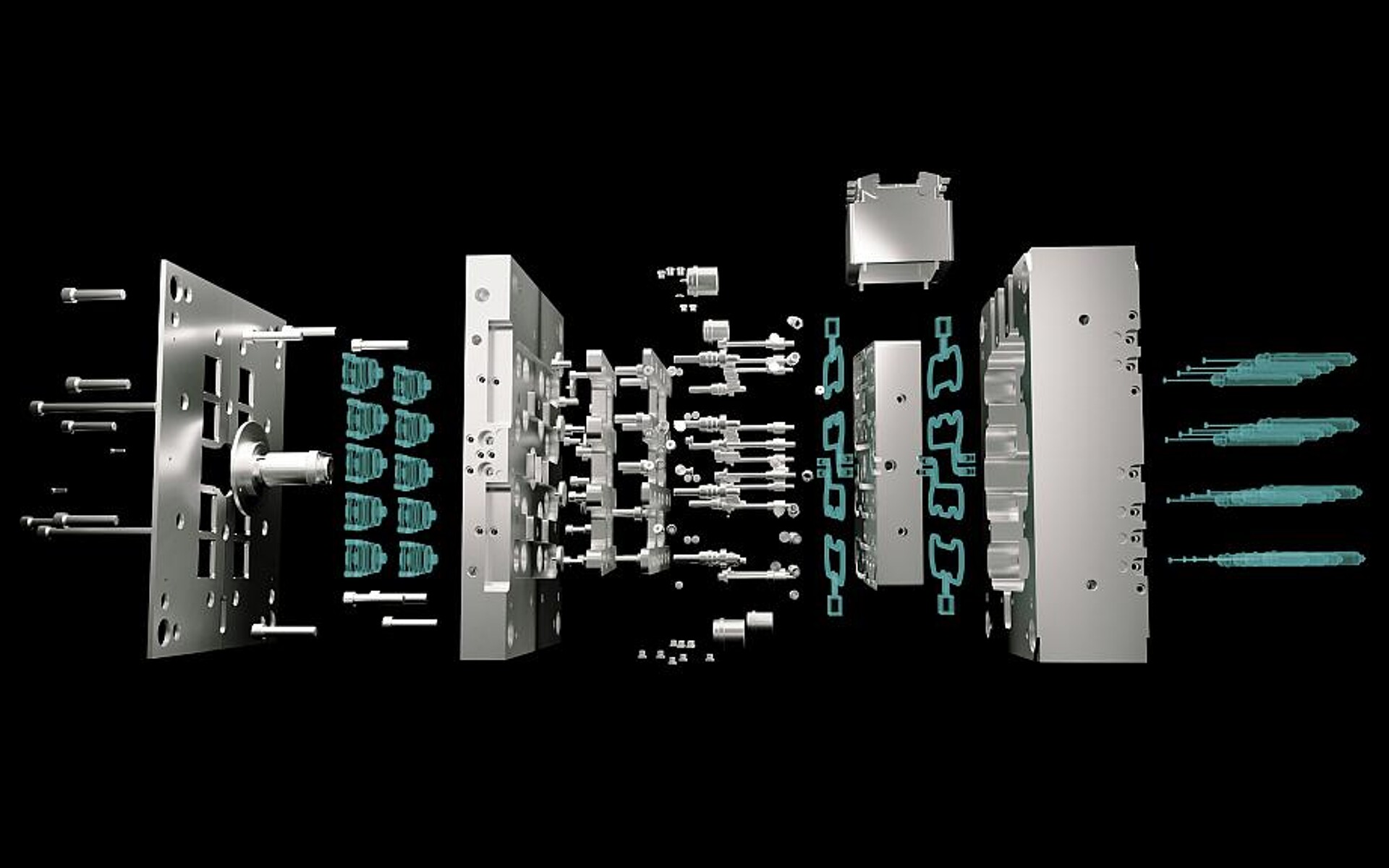
Mehrere 100 Kilogramm wiegt das Mehr-Kavitäten-Formwerkzeug, das S&S Werkzeugbau für Gardena fertigte. (Foto: S&S)
S&S ist bekannt für seine hohe Fertigungstiefe und das technologische Know-how bei der Konstruktion und Fertigung von Spritzgießwerkzeugen mit 2-Komponenten-Indexplattentechnik, Drehtellern und Core-back-Technologie sowie bei der Entformung mit Schiebern und Ausschraubgetrieben. Starch hat sowohl die Konstrukteure im Haus als auch zahlreiche Spezialmaschinen, zum Beispiel zum Tieflochbohren, Laserschweißen und -beschriften. Der Werkzeugbauer stellt selber die Grafitelektroden für seine Senkerodiermaschinen her und hat mittlerweile vier Spritzgießmaschinen in seinem Technikum stehen, mit denen sein Team die Mehr-Kavitäten-Formen vor der Auslieferung testet. „Zum einen haben Kunden mit einem hohen Fertigungsgrad keine Kapazität für solche Tests, zum anderen können wir so Lösungen ausprobieren und unsere Expertise ausbauen“, begründet Starch. Pro Jahr verlassen etwa 90 Spritzgießformen die Fertigungshallen. Sie wiegen bis zu sechs Tonnen, haben bis zu 64 Kavitäten und erzeugen genarbte, erodierte oder hochglanzpolierte Sichtflächen.

Harald Starch führt das Familienunternehmen in zweiter Generation. Zuvor absolvierte er eine Lehre zum Formenbauer sowie ein Maschinenbaustudium, arbeitete bei einem Automobilzulieferer im Formenbau und stieg anschließend in den väterlichen Betrieb ein. (Foto: S&S)
Kupfer führt die Wärme ab
Entsprechend beeindruckend ist der Rundgang durch den 50-Personen-Betrieb: Mehrere Hallen reihen sich aneinander, sodass der Besucher bereits nach der dritten Abbiegung die Orientierung verliert. Die Besichtigung endet wieder im Büro des Geschäftsführers, den unscheinbaren Formkern auf dem Tisch, der für den Hohlraum im Zangengriff verantwortlich ist.

Vier auf einen Streich: Mit dieser Spritzgießform fertigt Gardena vier Griffkomponenten in einem Zug. (Foto: S&S)
Je filigraner seine Geometrie ist, desto schwieriger wird das Wärmemanagement. Die Alternative zu Kupfer sind dünne Kühlkanäle. Für konturfolgende Temperierkanäle lassen sich diese lasersintern oder vakuumschweißen. „Die Gefahr hierbei ist, dass die sehr engen Kühlkanäle mit der Zeit verstopfen. Um dies zu verhindern, ist eine regelmäßige Werkzeugreinigungen erforderlich“, kommentiert Starch. Die MPA-Technologie bietet hier eine smarte Lösung: Kupfer führt aus den engen Bereichen die Wärme ab. Das Kupfersegment endet dort, wo Kühlkanäle ausreichenden Platz haben. Hier kann das Kühlwasser problemlos fließen.

Formkern und Hohlraum formen später Griffstücke für Gartenscheren in kurzen Taktzeiten. (Foto: S&S)
Materialauftrag mit Überschall
Wie kommt das Kupfer nun in den Kern? HMG hat dafür auf Basis des Fünf-Achs-Fräszentrums C 42 U die MPA 42 entwickelt, die nicht nur Material ab-, sondern auch auftragen kann. Wärme, Stickstoff, überhitzter Wasserdampf und eine Lavaldüse sind entscheidend dafür, dass das Metallpulver auf Überschallgeschwindigkeit beschleunigt wird und sich beim Auftreffen mit dem eingespannten Rohling verbindet. Die fünf Achsen des Bearbeitungszentrums richten den Pulverstrahl nahezu beliebig zum Bauteil aus und lassen so Kühlkanäle oder Kupfer-Inlays selbst auf gekrümmten Oberflächen entstehen. S&S erhält schließlich einen matten Kern. „Die finale äußere Kontur fertigen wir dann hier“, berichtet Starch. Wichtig dafür sind die korrekten Daten. „Unsere Konstrukteure kennen ganz genau die Lage der Kupferfüllung. So erhalten wir filigrane Kerne mit optimaler Wärmeableitung.“

In der Spitze der Kerne ist kein Platz für einen Kühlkanal. Stattdessen sorgt – von außen unsichtbar – Kupfer für eine schnelle Wärmeableitung und damit für hochwertige Ergebnisse beim Spritzguss. (Foto: S&S)
Von den additiven Fertigungsverfahren ist dem Geschäftsführer die MPA-Technologie am liebsten. Warum? Der Kern besteht, bis auf den Kupferanteil natürlich, aus demselben Material wie die restliche Form – aus Werkzeugstahl. „Wir haben damit eine Komponente mit denselben Eigenschaften und derselben Lebensdauer wie die Formkavität. Das funktioniert bei anderen additiven Verfahren nicht“, betont der Maschinenbau-Ingenieur. Dass Kupfer Wärme besser leitet, ist nicht neu: „Früher haben wir einfach ein Loch gebohrt und einen Kupferdraht reingepresst. Besonders flexibel – bezogen auf die Kontur und Form des Kühlbereichs – waren wir damit nicht“, gibt Starch zu. Ebenso besteht die Gefahr, dass kleine Lufteinschlüsse den Wärmefluss behindern. Vom additiven Fertigungsverfahren der HMG hat er erst über Gardena erfahren, die bereits ein Werkzeug mit vakuumgelöteten Spritzgießwerkzeugen in Betrieb hatten und Optimierungspotenzial sahen.

Oben rechts liegt der Kern, wie ihn die HMG an S&S Werkzeugbau zur finalen Bearbeitung (oben links) liefert. Vorne im Bild sind das gegossene Griffelement und die montierte Gartenschere zu sehen. (Foto: S&S)
Starch ist von der MPA-Technologie überzeugt. Sie ermöglicht es, komplexe Formen herzustellen und gleichzeitig eine effiziente Wärmeableitung zu gewährleisten. Seinen Kunden würde er dazu raten, wenn sie die Wirtschaftlichkeit durch eine optimierte Kühlleistung in besonders kleinen Bereichen erhöhen wollen und die Mehrkosten dadurch gerechtfertigt sehen. „Es ist eine qualitative, hochfunktionale, aber nicht ganz günstige Lösung“, gibt der Formenbauer zu. Auch seine Konstrukteure und Techniker bewerten die Technologie positiv: „Sie ist unproblematisch in der Anwendung. Mit der Kombination aus MPA-Technologie und traditioneller Temperiertechnik erreichen wir beste Ergebnisse und erfüllen die Kundenbedürfnisse optimal.“