Im Zuge einer Produktionserweiterung richtete die Boehringer Ingelheim Microparts GmbH, Dortmund, einen neuen Reinraum zur Herstellung von sehr kleinen Formteilen aus PEEK ein. Wegen der geringen Durchsätze kam eine zentrale […]

Die Produktion der Teile findet unter GMP- und FDA-konformen Bedingungen in Reinräumen der GMP-Klasse D statt. (Foto: Motan-Colortronic)
Im Zuge einer Produktionserweiterung richtete die Boehringer Ingelheim Microparts GmbH, Dortmund, einen neuen Reinraum zur Herstellung von sehr kleinen Formteilen aus PEEK ein. Wegen der geringen Durchsätze kam eine zentrale Trockenluft-Trocknungsanlage nicht infrage. Stattdessen entwickelte und lieferte die Motan-Colortronic GmbH, Friedrichsdorf, eine maßgeschneiderte Materialversorgung mit zwölf speziell ausgelegten Drucklufttrocknern, die in eine zentrale Fördersteuerung mit zentraler Visualisierung integriert wurden.
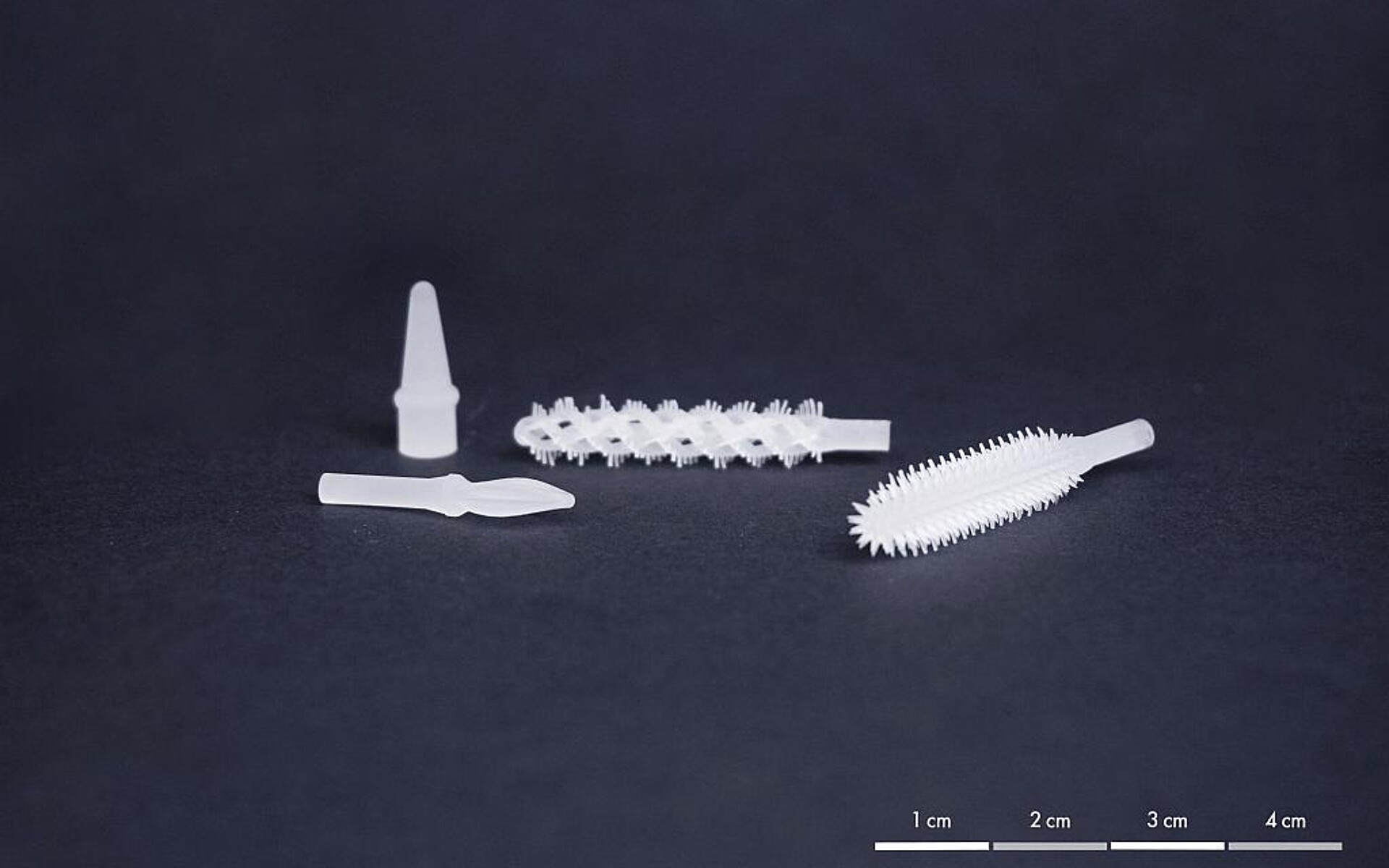
Boehringer Ingelheim Microparts produziert in Dortmund den Inhalator Respimat, einen speziellen Zerstäuber für die Applikation von flüssigen Medikamenten bei Atemwegserkrankungen. Der Inhalator besteht aus rund 30 Einzelteilen, von denen das kleinste etwa 1 mg wiegt. Alle Teile, die in Kontakt mit dem Wirkstoff kommen, darunter fünf aus Kunststoff, stellt das Unternehmen selbst her. Die Produktion der Teile findet unter GMP- und FDA-konformen Bedingungen in Reinräumen der GMP-Klasse D statt.
Anspruchsvolles Trocknen gefordert
Im Zuge der letzten Produktionserweiterung konzentrierte Boehringer Ingelheim Microparts die Herstellung der Kleinstteile in einem eigenen Fertigungsbereich und beauftragte Motan-Colortronic mit der Konzeption sowie der Lieferung und Installation der Materialversorgung. Auszulegen war die Materialversorgung für kleine Formteile aus PEEK mit Schussgewichten zwischen 0,7 und 5,5 g. Besonders zu berücksichtigen waren in diesem Zusammenhang die geringen Materialdurchsätze zwischen lediglich 200 g/h und 1,2 kg/h. Für die Auslegung der Materialtrocknung war zu berücksichtigen, dass der Hochleistungskunststoff PEEK hygroskopisch ist und gemäß einschlägiger Verarbeitungsempfehlungen bei 150 bis 160 °C auf eine Restfeuchte von circa 0,05 % getrocknet werden soll. In diesem Zusammenhang stand auch die Forderung, dass das Material im Schüttkegel auch beim Stillstand einer Maschine bis zum Auslaufkonus des Trockners durchgetrocknet bleiben muss. Andernfalls müsste nach jedem Stillstand feuchtes Material kontrolliert entfernt und verworfen werden. Hintergrund dafür ist, dass in dieser speziellen Produktion weder Ausschuss noch Angüsse wiederverwertet werden dürfen.
Dezentrale Lösung mit Drucklufttrocknern

Jeder der Drucklufttrockner hat eine lokale Steuerung, die über Profibus mit der Zentralsteuerung kommuniziert. (Foto: Motan-Colortronic)
Schlussendlich kam nur eine dezentrale Lösung mit Drucklufttrocknern infrage. Eingesetzt werden modifizierte Drucklufttrockner der Baureihe Luxor CA von Motan-Colortronic. Getrocknet wird mit Reinstdruckluft, die in den Trocknern von 6 bar auf atmosphärischen Druck entspannt wird. Die so erhaltene trockene Prozessluft mit einem niedrigen Taupunkt wird anschließend über eine temperaturgeregelte Heizung in den Trockentrichter geführt, nimmt dabei die Feuchtigkeit auf und verlässt den Trichter über eine Austrittsöffnung in ein Sonderfortluftsystem aus dem Reinraum raus.
Um sicherzustellen, dass die Drucklufttrockner auch bei geringen Durchsätzen betriebssicher arbeiten, führte Motan-Colortronic umfangreiche Versuche und Messungen im eigenen Technikum in Friedrichsdorf durch. Auf Basis der so ermittelten Daten erfolgten die Definition der Prozessspezifikation und die sich anschließende Validierung.
Die durchschnittliche Verweildauer des Materials im Trockner beträgt circa drei bis vier Stunden, wobei die Prozesse möglichst um den Mittelwert der Grenzbereiche gefahren werden. Eingestellt werden die Trocknungstemperaturen der Drucklufttrockner am zentralen Bedienpult. Einmal jährlich werden die Temperaturfühler geprüft und bei Bedarf kalibriert. Gleiches gilt für das Reinstdruckluftsystem, um eine gleichbleibende Druckluftqualität sicherzustellen.
Die Materialversorgung der Spritzgießmaschinen erfolgt mit Fördergeräten aus dem Medizinprogramm der Baureihe CSK von Motan-Colortronic.
Materialaufgabe mit Chargenrückverfolgung

Mit dem Handscanner müssen Behälterwechsel angemeldet sowie die Material- und Chargencodes von neuen Oktabins eingelesen werden. (Foto: Motan-Colortronic)
Die Materialaufgabe mit zwei Oktabinstationen befindet sich in einem separaten Raum außerhalb der Spritzgießfertigung. Sobald einer der Behälter leer ist, erfolgt eine Meldung an die zentrale Steuerung. Zwischen den beiden Oktabins ist eine Zweikomponentenweiche installiert. Vorausgesetzt, beide Oktabins enthalten die gleiche Charge, schaltet die Weiche automatisch um. Enthalten die Oktabins unterschiedliche Chargen, wird die Förderung gesperrt und eine Meldung ausgegeben.
Für den Behälteraustausch hat das Personal einen genau vorgegebenen Ablauf einzuhalten. Nachdem der leere Behälter entfernt ist, muss sich der Bediener im System anmelden, wobei die Berechtigung des Mitarbeiters geprüft wird. Als nächstes ist mit einem Handscanner die betreffende Station zum Behälterwechsel anzumelden. Nun sind die Material- und Chargencodes des frischen Oktabins mit dem Scanner einzulesen. Ist der Materialcode korrekt, kann der Behälter eingesetzt werden. Sowohl das Entfernen des leeren Behälters zuvor wie auch das Einsetzen des vollen Oktabin werden von einer Lichtschranke registriert. Jede Abweichung von dieser Prozedur wertet das System als Fehler, registriert Name, Datum und Uhrzeit und blockiert die Materialversorgung.
Chargenwechsel sind zugleich mit einem Loswechsel verbunden, weshalb dann ein zusätzliches Prozedere einzuhalten ist. Um eventuell verbliebene Granulatreste in den Materialleitungen zu entfernen, wurde eine Rückführleitung installiert, über die sich das Leitungssystem komplett leer saugen lässt. Zudem werden die Fördergeräte an den Spritzgießmaschinen verriegelt. Unter jedem Trockner befindet sich ein zusätzlicher Schieber. Um sicherzustellen, dass das neue Material durchgetrocknet ist, öffnet dieser Schieber beim Neustart erst, nachdem die zuvor eingestellte Verweilzeit abgelaufen ist.
Vernetzte Steuerung mit zwei Bus-Systemen

Bedienen und überwachen lässt sich die gesamte Anlage über die Visualisierung Linknet 2 im Reinraum oder über die Zentralsteuerung. (Foto: Motan-Colortronic)
Sicherheit wird in der Herstellung von Medizinprodukten groß geschrieben. Daher verlangte Boehringer Ingelheim Microparts ein umfassendes System, einmal wegen der Dokumentationspflichten sowie aus Sicherheitsgründen um Fehlbedienungen oder gar Missbrauch zu verhindern.
Die gesamte Materialversorgung einschließlich der Steuerungskomponenten für Trockner und Fördergeräte sowie der Funkscanner der Materialaufgabe ist in eine zentrale Steuerung mit dem Visualisierungssystem Linknet 2 von Motan-Colortronic integriert. Über das Visualisierungssystem ist die Anlage an das hausinterne Ethernet und damit an das BDE-System angeschlossen. Protokolliert und archiviert werden alle Daten mit Zeitstempel, Änderungstext, neuem und altem Wert sowie dem ausführenden Bediener.
Bedienen und überwachen lässt sich die gesamte Anlage über die Visualisierung Linknet 2 im Reinraum oder über die Zentralsteuerung. Zudem befindet sich an jedem Anlagenteil eine dezentrale Bedienmöglichkeit, die wichtige Daten wie Temperatur und Druck lokal angezeigt.
Entsprechend den einschlägigen Vorschriften sind alle Komponenten der Materialversorgung GMP/FDA-konform ausgeführt. Die Materialleitungen sowie die Rücksaugleitung einschließlich der Bögen und der Y-Stücke bestehen aus Borosilikatglas, die Vakuumleitung aus V2A-Edelstahl. Trockner, Trockentrichter und Abscheider sind aus elektropoliertem Edelstahl mit definierten Rautiefen. Dokumentiert ist all das mit Materialzertifikaten.