Gemeinsam mit Heitec Heißkanaltechnik wurde ein Spritzgießwerkzeug zur Fertigung von Sensoren für die Automotivebranche entwickelt. Im Fokus stand hierbei ein möglichst kompaktes und kostengünstiges Werkzeugkonzept zur Fertigung der nur 5,8 mm breiten Sensoren.

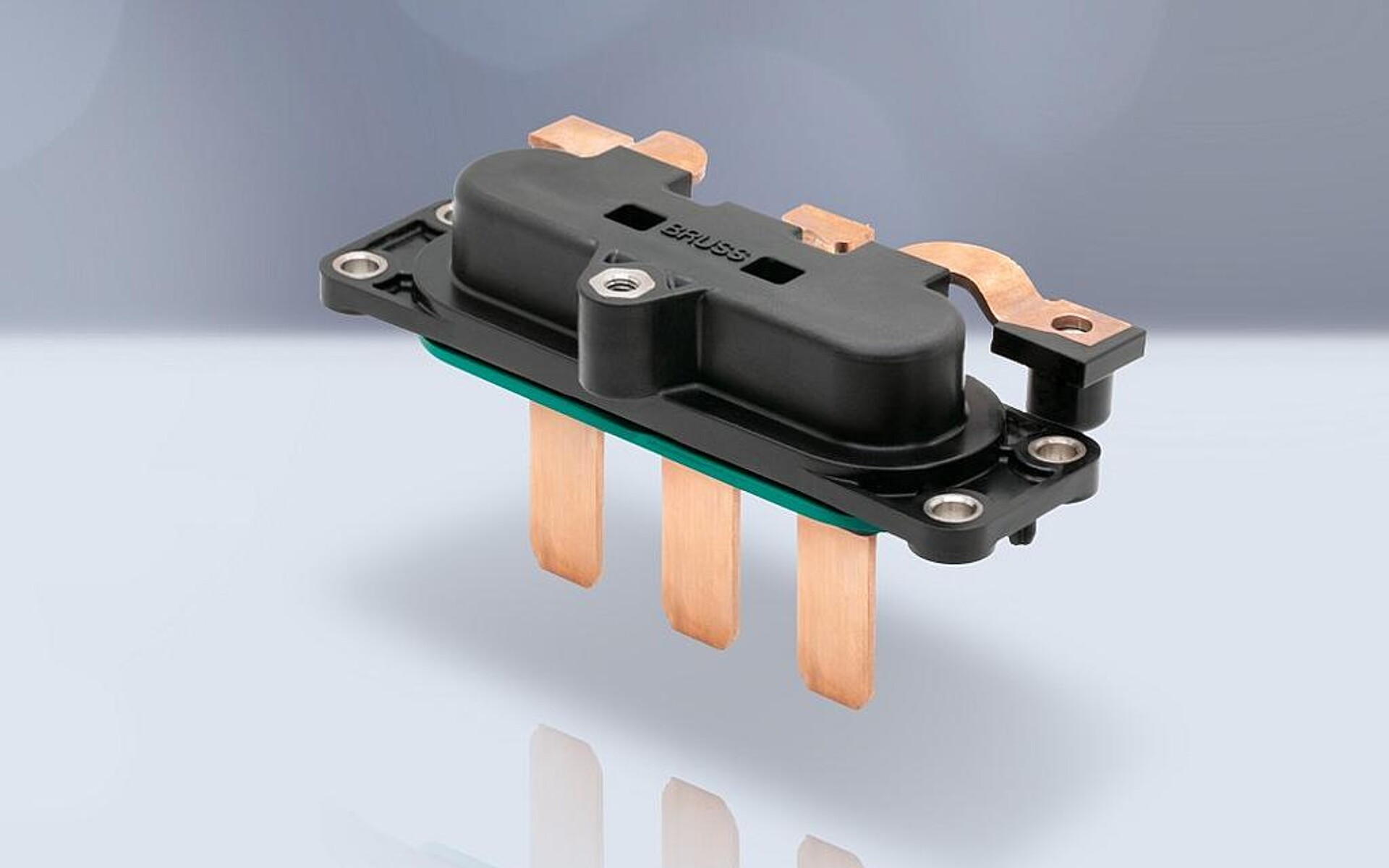
Die Sensoren werden zur Füllstandserfassung von Flüssigkeiten in Fahrzeugen eingesetzt. (Foto: Heitec)
Die Sensoren die zur Füllstandserfassung von Flüssigkeiten in Fahrzeugen eingesetzt werden bestehen aus einem zinnbeschichteten CuSn6 Träger der in zwei Schritten mit Hostacom G3N01L (PP GF30 + 3 % Masterbatch) umspritzt wird. Die Träger befinden sich hierbei auf einem Endlos-Kontaktband, das im Abstand von nur 8 mm jeweils achtmal pro Fertigungsschritt angespritzt wird. Besondere Anforderungen seitens des Endkunden waren ein maximal zulässiger Gesamtverzug der Sensoren von unter 0,1 mm über die gesamte Bauteillänge, sowie eine Anschnittkosmetik ohne Überstände oder Partikelbildung.

Anspritzpunktvariante 1 (links) zeigte hinsichtlich Verzug, Artikelfüllung und Druckbedarf die besten Ergebnisse. Anfängliche Bedenken, dass es zu Füllproblemen oder Einfallstellen durch die mehrfachen Wandstärkensprünge bis zum Fließwegende geben könnte, bestätigten sich nicht. (Abb.: Heitec)
Im Zuge der Voruntersuchungen wurde die beste Anspritzpunktposition hinsichtlich Verzug und Artikelfüllung mittels verschiedener Simulationsverfahren ermittelt. Zur Auswahl standen drei Varianten, bei denen Variante 3 als offene Anspritzung sowie die Varianten 1 und 2 als Nadelverschlusssystem ausgelegt wurden.
Um ein homogenes Temperaturprofil der acht kunststoffführenden Düsen zu gewährleisten, wurde an Anfang und Ende der Düsenreihe jeweils eine Dummy-Düse platziert. Dies ist notwendig, da der Abstand zwischen den Düsen nur 1 mm beträgt und diese Düsen sich im Prozess gegenseitig thermisch beeinflussen. Ein Verzicht auf die Dummy Düsen führt bei den beiden außenliegenden, kunststoffführenden Düsen zu einem thermischen Ungleichgewicht, aus dem Füllunterschiede resultieren.

Die linke Abbildung zeigt eine deutliche Unterversorgung der beiden äußeren Kavitäten. Durch Hinzufügen von zwei zusätzlichen, nicht kunststoffführenden Düsen (nicht abgebildet) neben Düse 1 und 8, wird die Imbalance ausgeglichen und eine homogene Füllung aller acht Kavitäten erreicht (Abbildung rechts). (Abb.: Heitec)
Zum Antrieb der Verschlussnadeln wurde ein Synchro-Valve-Antrieb mit pneumatischem Aktuator ausgewählt. Neben dem absolut synchronen Öffnen und Schließen der Nadeln gewährleistet dieser Antrieb einen höchst stabilen Werkzeugaufbau. Anders als bei bekannten Antriebslösungen, wie z. B. Hubplatten, erfolgt keine Schwächung der Düsenseite durch den Hohlraum hinter dem HK-System in dem sich die Hubplatten vor- und zurückbewegen. Das bewegliche Antriebselement misst nur 13,5 x 90 mm und nimmt alle acht Verschlussnadeln auf. Das Gehäuse und alle weiteren Bauteile des Synchro-Valve-Systems sind formschlüssig mit dem Werkzeug verbunden und fungieren wie eine zusätzliche Abstützung.

Düsenseite des Werkzeuges für den Vorspritzling. (Abb.: Heitec)
Die Fertigung des Sensors erfolgt vollautomatisch in mehreren Schritten. Zu Beginn wird das endlos Kontaktband auf einer Vertikal-Spritzgießmaschine umspritzt. In den folgenden Schritten erfolgt das Trennen, Biegen und Vereinzeln der Vorspritzlinge. Im finalen Schritt werden die vereinzelten Vorspritzlinge in ein zweites Werkzeug umgesetzt und die Steckerköpfe angespritzt. Um die zu erwartenden hohen Stückzahlen bedienen zu können wurden die Werkzeuge jeweils 8-fach ausgelegt. Das Kontaktband sollte direkt angespritzt werden, um auf eine Angussseparierung oder ein zusätzliches Handling zur Entnahme der Zwischenangüsse verzichten zu können.
„Uns war klar, dass wir wegen der technischen Begebenheiten und der hohen Qualitätsanforderungen seitens des Endkunden ein maßgeschneidertes Fertigungskonzept benötigen. Auch aufgrund des Stichmaßes von 8 mm haben wir mit Heitec Kontakt aufgenommen“, erklärt Thomas Keller, Betriebsleiter bei Leicht + Müller, Remchingen. „Die Zusammenarbeit beider Teams während der Projektphase war vorbildlich, es gab keine Denkverbote. Lösungsansätze beider Seiten wurden gegenseitig ausgewertet, sodass wir uns sicher waren, das beste Konzept gefunden zu haben.“

Vollständige Fertigungsanlage inklusive Mess- und Prüfstationen. (Foto: Heitec)
Da dies das erste Heißkanalsystem aus Burgwald war, unterstützte Heitec bei der Erstmontage und Inbetriebnahme. Eine heißkanalbezogene Schulung der Werkzeugmacher und Kunststoffformgeber erfolgte im Anschluss. Nach Implementierung des Werkzeugs in die Produktionsanlage begleitete Heitec auch die Erstmusterung. Hierbei funktionierten Werkzeug und Heißkanal vom ersten Schuss an problemlos. Der angestrebte Serientakt wurde bereits während der Erstmusterung erreicht. Mittlerweile läuft die Fertigung vollautomatisiert in hohen Stückzahlen. „Vom Projektbeginn bis zum Serienlauf war das eine runde Sache“, bilanziert Thomas Keller. „Wir freuen uns auf eine weitere Zusammenarbeit mit Heitec.“