Moderne Dieselmotoren sind auf ein hohes Niveau bei Effizienz, Leistung und Umweltfreundlichkeit getrimmt. Wichtige Komponenten in diesem High-Tech-Umfeld sind die Zylinderkopfdichtungen, wie sie bei Reinz, Neu-Ulm, entwickelt und produziert werden. […]
Moderne Dieselmotoren sind auf ein hohes Niveau bei Effizienz, Leistung und Umweltfreundlichkeit getrimmt. Wichtige Komponenten in diesem High-Tech-Umfeld sind die Zylinderkopfdichtungen, wie sie bei Reinz, Neu-Ulm, entwickelt und produziert werden. Es sind Metall/Gummi-Verbundteile, deren Gummikomponente die durch Spritzgießen montierten Dichtungen sind. Die Produktionstechnik dafür wurde in enger Kooperation mit dem Gummi-Spritzgießmaschinenbauer LWB-Steinl, Altdorf, und der LWB-Automationstechnik, Weinheim, entwickelt.
-

- Herausforderung war die Montage von bis zu 29 Gummidichtungen auf die Blechplatinen von Zylinderköpfen durch Spritzgießen. (Foto: LWB)
-

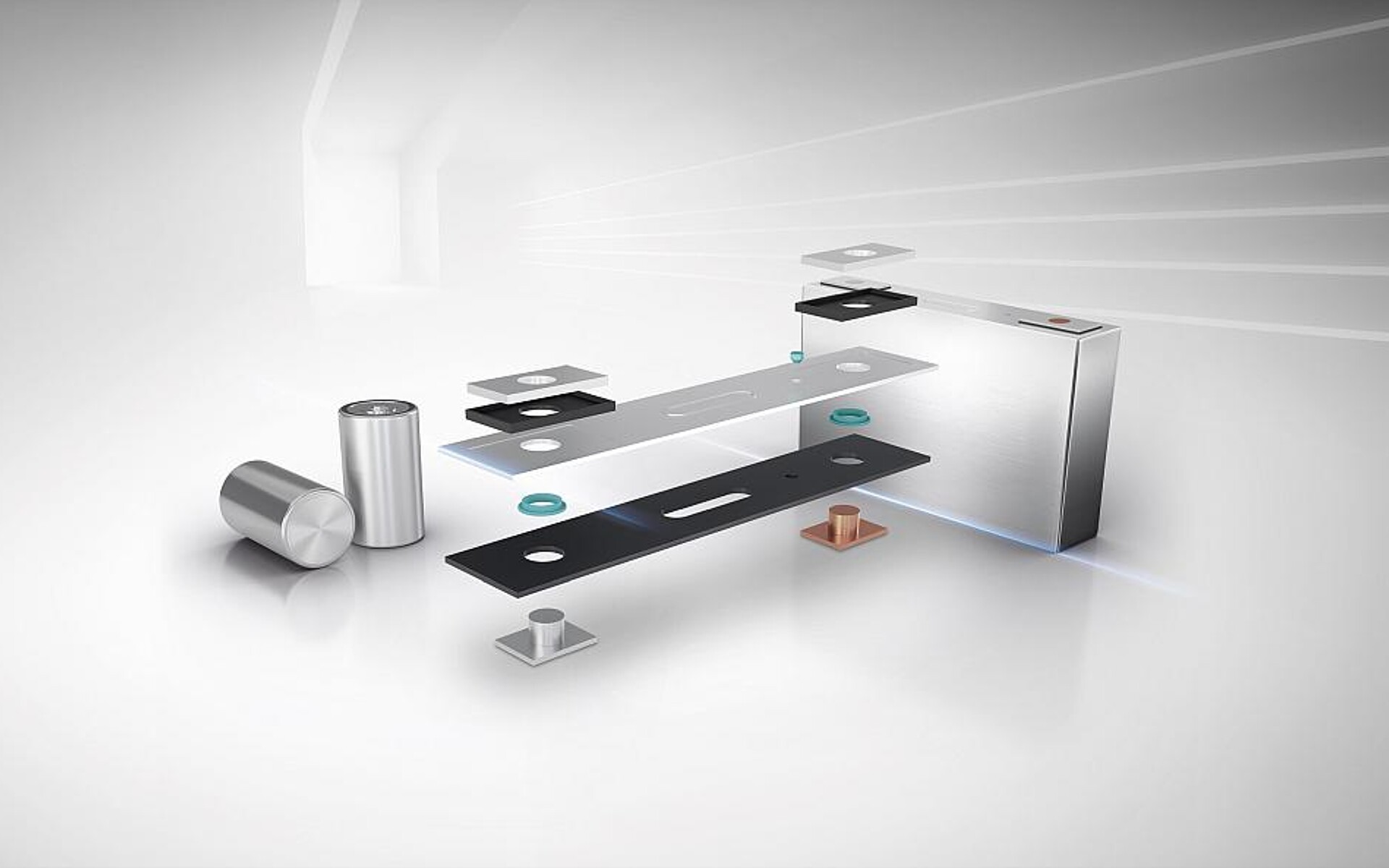
- Eine der vier unterschiedlichen Zylinderkopfdichtungen für 5- und 6-Zylinder-Lkw-Motoren, mit Abmessungen bis zu 1.200 x 250 mm, die auf der Anlage produziert werden. (Foto: LWB)
Niedrige Treibstoffpreise, geringe Straßenbenutzungskosten und Fahrerlöhne und fallende Grenzen haben ab den 1990er-Jahren langen Lieferketten zwischen Hoch- und Niedriglohnländern begünstigt. Insbesondere für Produkte mit einem hohen Montageanteil. Niedrig entlohnte Handarbeit steht seitdem im Wettbewerb zu kostenintensiven Investitionen in Automatisierungen. Dass Lieferketten nicht nur kurzfristig, sondern auch über einen längeren Zeitraum reißen können, hat die Corona-Krise gezeigt. Dies war aber nur der dramatische Höhepunkt in einem schon länger laufenden Umdenkprozess. Denn schärfere Transportgesetze und weitgehend flächendeckende Straßenmauten verteuerten bereits vor Corona den Überlandtransport. Was die Kostenvorteile von manueller Niedriglohnarbeit schmelzen ließ und die Rückverlagerung samt Automatisierungsinvestitionen wieder attraktiv machte. Nicht zuletzt auch in der Gummiteile-Produktion, die aber wegen der Elastizität der Bauteile deutlich mehr Handhabungs-Know-how erfordert, als bei den deutlich formstabileren Kunststoffteilen.
Automatisierungskompetenz als Projekt-Trigger
-

- Die von Produktionszelle automatisiert alle Arbeitsschritte der Metallteil-Manipulation vor und nach der Spritzgießmaschine inklusive der Nachkühlung, Entgratung und Qualitätskontrolle und -dokumentation. (Abb.: LWB)
-

- Hinter der Zutrittsschleuse befinden sich die Lagerrecks für Fertigteile (obere zwei Positionen) und die Übernahmeposition für die Einlegeteile (darunter). (Foto: LWB)
Als die Reinz-Dichtungs-GmbH in Neu-Ulm, eine Tochterfirma der US-amerikanischen Dana-Gruppe, im Jahr 2018 nach einem Partner zur Konzeption einer hoch- bis vollautomatisierten Produktionszelle zur Spritzgießmontage von Gummidichtungen auf Zylinderkopfplatinen suchte, kam der Gummi-Spritzgießmaschinenbauer LWB-Steinl aus Altdorf bei Landshut auf die Short-list. Dazu Reinz-Projektleiter Mario Bauer: „Bei der Partnersuche wurde uns schnell klar, dass die Liste mit Firmen, die auf eine Expertise beim Handling gummielastischer Formteile in der angepeilten Komplexität verweisen konnten, tatsächlich short sein würde. Letztendlich blieb nur LWB-Steinl übrig. Den Ausschlag dafür gab deren 2017 gegründetes Tochterunternehmens LWB-Automation, deren Referenzen uns ins Gespräch kommen ließ. Und zu besprechen gab es genug. Denn unser Plan war, bis zu 29 Dichtungen aus Fluor-Kautschuk an den Durchgangsöffnungen für Öl- und Kühlwasser von Zylinderkopf- Blechplatinen durch Spritzgießen zu montieren, und zwar alle auf einmal in einem Spritzgießzyklus. Doch bis es so weit war, gab es einiges zu entwickeln. Es wäre zu lange, die gesamte Evolutionsgeschichte des Projekts bis zur Produktionsreife nachzuerzählen. Nur eines: Es brauchte rund ein Jahr und mehrere Gesprächsrunden mit den Spezialisten des LWB-Maschinenbaus und der LWB-Automation, in denen wir uns schrittweise dem Vollautomatik-Konzept der Produktionszelle annäherten. Im Rückblick gesehen war es beeindruckend, wie mit jeder Gesprächsrunde die Produktionszelle vereinfacht und die Zykluszeit reduziert werden konnten. Letztendlich entschieden wir uns für einen 6-Achs-Roboter mit zusätzlicher Längsverfahrachse als zentralem Akteur. Durch ihn konnten alle Fertigungsoperationen von der Blechteil-Übernahme, dem Einlegen in und das Entnehmen aus der Spritzgießmaschine, der nachfolgenden Entgratung durch Stanzen und die optische Endkontrolle zu einem Gesamtprozess integriert werden.“
Rahmengestell-Spritzgießmaschine für höchste Formstabilität

Ein Stanzteil der Zylinderkopfdichtung wird mittels Roboter in die Schließeinheit eingelegt, mit Gummi umspritzt und anschließend entnommen. Der Roboter besitzt dafür einen Doppelgreifer. (Fotos: Bauer/LWB)
Der Entschluss des Projektteams, die großflächigen Zylinderkopfdichtungen in einem Spritzgießwerkzeug mit Multidüsen-Kaltkanal in einem Schuss mit allen Dichtungen zu versehen, hatte zwei wesentliche Auswirkungen auf die Maschinenauswahl. Einerseits war es die Forderung nach der größtmöglichen Gleichförmigkeit der Schließkrafteinleitung in die ausgeprägt rechteckigen Spritzgießwerkzeuge, andererseits die Notwendigkeit dem ausladenden Doppelgreifer des Roboters den nötigen Freiraum anbieten zu können. Ausladend deswegen, weil damit sowohl das Fertigteil entnommen und nur um einen kurzen Hubversatz weiter die Stahlplatine eingelegt wird. Daraus abgeleitet fiel die Wahl auf eine Vertikal-Spritzgießmaschine mit Rahmen-Schließeinheit. Die Gründe dafür erläutert der technische Leiter von LWB-Steinl, Armin Stütz: „Durch die Rahmenschließeinheit, die wir als einziges Branchenunternehmen im Programm haben, konnten wir die Aufspannfläche bzw. die Heizplattengröße genau auf die Spritzgießwerkzeuge abstimmen. Mit einer Holm-Schließeinheit wären breitere Aufspannplatten zu akzeptieren gewesen und damit vergleichsweise höhere Durchbiegewerte, was angesichts der über die gesamte Breite der Stahlplatine verteilten Dichtungen inakzeptabel hohe Toleranzen bei der Dichtprofildicke und den Austriebsmengen zur Folge gehabt hätte. Nicht so bei der Rahmen-Schließeinheit. Deren Schweißkonstruktion in Kombination mit zwei Druckkissen-Schließmodulen ist insgesamt steifer und formstabiler, was eine höhere Planparallelität unter allen Lastzuständen gewährleistet. Am Ende des Definitionsprozesses stand eine Maschine mit der Typenbezeichnung LWB VRF 6000/160 dual mit 6.000 kN Schließkraft. „Dual steht dabei für zwei von oben einspritzende 160 cm³-Klein-Spritzaggregate, die über zwei 8-fach Kaltkanal-Systeme eine Fluorkautschuk-Mischung in das Spritzgießwerkzeug einspritzen.“
Um rasch die Werkzeuge für die im Wechsel produzierten vier Größenvarianten der Zylinderkopfdichtungen umrüsten zu können, wurden sowohl die Spritzgießmaschine als auch die Stanzmaschine mit Werkzeugwechselvorrichtungen ausgerüstet.
Vollautomatisierter Arbeitsablauf sichert hohe Produktqualität
-

- Nach der Entnahme aus der Spritzgießmaschine transferiert der Roboter den Verbundteil in eine Nachkühlstationen und danach in die Overflow-Stanze (rechts der Mitte im Hintergrund). (Foto: Bauer)
-

- In der Stanzstation werden die Overflow-Häute, wo vorhanden, gestanzt und nach unten abgeführt. (Foto: Bauer)
Die gemeinsam konzipierte Produktionszelle fasst alle Arbeitsstationen in einer Rechteck-Konfiguration zusammen. Die Rechteck-Konfiguration ergab sich aus der Anzahl der Arbeitsstation, die größenbedingt nicht im kreis- bzw. kugelförmigem Arbeitsbereich des zentralen 6-Achs-Industrieroboters Platz hatten. Die Lösung dafür war, den Roboter auf eine Schienenbahn (7. Achse) zu stellen und die einzelnen im Karree positionierten Stationen zykluszeitversetzt sequenziell anzufahren. Der Anfang und auch das Ende der Arbeitsfolge befinden sich in der Mitte einer Längsseite. Es sind die Übernahme- bzw. die Übergabepositionen für die Einlegeteile (Stanzteile) und die Fertigteile, die sich hinter einer Zugangsschleuse für das Bedienpersonal befinden. Von dort übernimmt der Roboter die Einlegeteile, passiert dabei eine Dicken-Messstation, mit der ausgeschlossen wird, dass sich zwei durch Adhäsion zusammenklebende Teile auf dem Robotergreifer befinden. Der nächste Arbeitsschritt ist das Einlegen der Stahlplatine in eine Vorwärmstation und dann weiter in die Spritzgießmaschine. Nach der Entnahme aus der Spritzgießmaschine übergibt ihn der Roboter in eine Kühlstation, die sich diagonal gegenüber der Spritzgießmaschine befindet. Der nächste Arbeitsschritt findet in der daneben positionierten Stanzmaschine statt, wo die Overflows im Zentralbereich der Dichtungen ausgestanzt und nach unten hin aus der Maschine abgeführt werden. Nach dem Stanzen übergibt der Roboter das Verbundteil an eine Kamera- Messstation, in der alle Dichtungsbereiche maßlich und auf Vollständigkeit geprüft werden. Auf den Gutbefund folgt als letzter Arbeitsschritt die Übergabe an das Fertigteile-Rack, womit sich der Kreis schließt. Alle Arbeitsschritte werden über eine zentrale Prozesssteuerung koordiniert und überwacht, alle Messergebnisse dokumentiert.

Armin Stütz, der technische Leiter von LWB (l.) und Mario Bauer, Projektleiter bei Reinz können mit berechtigter Genugtuung auf den Abschluss der zweijährigen Projektphase zurückblicken. (Foto: Bauer)
Nach der Projektierungsphase konnte im Dezember 2019 mit dem Bau begonnen werden. Im September 2020 war es dann schließlich soweit und die Anlage hat alle Abnahmetests erfolgreich absolviert und konnte ausgeliefert werden. Dazu Reinz-Projektleiter Mario Bauer: „Es war unser erstes Anlagenprojekt mit LWB-Steinl und daher ein Wagnis mit ungewissem Ausgang. Doch das Wagnis hat sich gelohnt, wie das Endergebnis eindrucksvoll belegt. Erfolgsentscheidend war insbesondere die während der gesamten Projektlaufzeit intensiv gelebte und über die Buchstaben des Auftrages hinausgehende Zusammenarbeit. Ohne sie wäre das Automatisierungsprojekt das anfänglich befürchtete Wagnis mit ungewissem Ausgang gewesen.“